★━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
収益改善に役立つ統制指標の切り口 【現役 経営コンサルタントの裏情報!】
発行 2011/02/28 No.93
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━★
【目次】
1.生産プロダクトミックス1
まえがき
こんにちは 前田です!
不知火ホテル
 毎度の日奈久温泉です。今回で、泊まる旅館は8軒目になります。1人で素泊まりできるところは、ほぼ一巡したようです。次回からは、2巡目に入ります (^^)♂♂
毎度の日奈久温泉です。今回で、泊まる旅館は8軒目になります。1人で素泊まりできるところは、ほぼ一巡したようです。次回からは、2巡目に入ります (^^)♂♂
不知火ホテル(しらぬい)です。和風旅館で、居心地のいい宿でした。館内には、八代亜紀の写真をまとめて貼ってあります。以前、泊まったようで、女将さんとのツーショットもありました。日奈久温泉のある八代市は八代亜紀の出身地です。実家は八代の街のほうで、ここからはだいぶ離れています。実家の建物だけは、まだ残っているとのことでした。話の内容は、居酒屋ご主人の解説です (=^^=)
下の写真は、不知火ホテルの温泉です。晩白柚(ばんぺいゆ)が入っており、念願のばんぺいゆ温泉を満喫しました。このばんぺいゆは薫りが最高です。大きさは1kg近くあるような気がします。この温泉は、普段女性用として使われているようです。何でも、男性用は具合が悪いとのことでこっちに入れさせてもらいました。宿泊当日は、女性の団体客(6人らしい)が宴会でカラオケに熱中していました (∩_∩)

不知火ホテルの温泉 2011年2月17日
八代亜紀のタイル張りがありましたので掲載します。昨年の開湯600年を記念して作られたようです。以前、宿泊した柳屋旅館前の広場にある足湯の囲いの一部になっています。前回訪問時は足湯に温泉が入っていましたが、当日は空っぽでした (>_<)
八代亜紀のタイル 足湯の壁にて
日奈久の守り神 恵比寿さん 日奈久地区には恵比寿さんが7つあるそうです。昔から、日奈久の反映を見守る守り神として、地元の人々に愛されてきたと、右の案内板にうたわれています(案内板の場所は、写真の右側です) (^o^)
日奈久地区には恵比寿さんが7つあるそうです。昔から、日奈久の反映を見守る守り神として、地元の人々に愛されてきたと、右の案内板にうたわれています(案内板の場所は、写真の右側です) (^o^)
この恵比寿さんの場所は、次回宿泊する予定の鏡屋旅館入口に向かって右手前です。つい最近まで、周りが工事中で写真写りがあまり良くありませんでした。次回の宿泊予約のため、行ったついでにこの写真を撮っています (^0_0^)ナルホド
恵比寿さんの案内板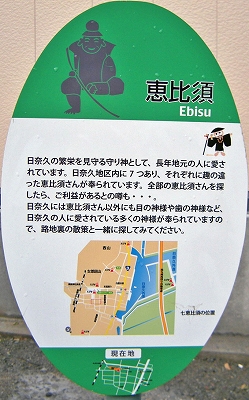 この案内板ですが、街の至る所に似たようなものがあります。確認していませんが、開湯600年に合わせて整備されたようです。今まで紹介していませんが、からくり時計も足湯のある広場にはあります (^o^)//””パチパチ
この案内板ですが、街の至る所に似たようなものがあります。確認していませんが、開湯600年に合わせて整備されたようです。今まで紹介していませんが、からくり時計も足湯のある広場にはあります (^o^)//””パチパチ
今まで8軒の宿に泊まってきましたが、前述のような団体客とは初めて出会いました。ほかの旅館にも団体客が宿泊しているようです。朝、帰る道すがらでも金波楼(きんばろう)の前で、朝の散歩を楽しんでいるご婦人の団体さんと会いました。金波楼は縁があれば、ぜひ泊まってみたい旅館です。ただ、仕事のときは、朝食をゆっくり食べる時間を確保できそうもありません。そのため、旅館ではいつも朝食なしで泊まっているわけです (●^o^●)
1.生産プロダクトミックス1
No.92で紹介予定でしたが、長くなりすぎるので割愛した分を紹介します。内容は、
受注生産の生産プロダクトミックスです。生産プロダクトミックスは、限界利益額
あるいは限界利益率を最大化する現有インフラで生産可能な品種・数量の生産組み
合わせのことです。ケースにもよりますが、大半は限界利益額を最大化する品種・
数量の組み合わせが多いと思います (^−^)
今までは、見込み生産前提の試算例を紹介しました。しかし、受注生産の場合、活
用段階で今までどおり行かないことが多いのです。算出方法は同じですが、考えか
たや企業環境の影響があります。そこで、最初に考えかたを述べ、続いて試算例紹
介としました
◆受注生産への適用の考えかた
受注生産メーカー対象に生産プロダクトミックスを採りあげる場合、難儀すること
があります。考えかたの違いが、時々見られるからです。当該企業のかたからお話
しを伺うと、次のようなことがあります。収益改善への取り組みが、能動的・受動
的かの違いが要因です。背景には、企業文化があるかもしれません (^∧^)
◆受注生産に強く表れる受動的姿勢
・受注後に生産するのだから、詳細な生産計画を立てるのは困難
・工場の稼働率が低いと言われても、受注生産だから手の打ちようがない
・稼働率は、あくまでも結果に過ぎない
・受注生産だから、標準的な製品を持って事前に売り込むことが困難
・生産能力を超える受注でも、何とか対応している
これらの言い分をもっともだと思いますか。基本的な姿勢は、生産側は外に向かっ
ての収益改善余地はないと、暗に言っているわけです。外とは、生産部門内のこと
では努力するものの、販売面は範囲外としていることになります。ある面では正解
でしょう。販売部門を統制する権限を持っていないことが普通だからです。といっ
ても、次のような見方もあります。受注生産といっても、かなりの精度で生産計画
立案を可能とする立場です (∩_∩)
◆受注生産計画の精度向上を可能とする立場
受注生産を事前に計画できるようにするのか、それとも受注してから受動的に生産
計画をおこなうのか、この違いは収益改善に大きく影響します。前項の姿勢は、受
動的な生産計画となる典型例の考えかたでした。ここでは、収益改善に能動的な対
応を可能とする立場からの見方を紹介します。生産プロダクトミックスを収益改善
に貢献させるためには、生産計画立案だけではもちろん不足です。生産プロダクト
ミックスの方向に、販売計画を立案しマーケットに働きかけることが前提となりま
す (=^^=)
以下は、ある企業における受注生産に対する見解です
・受注生産でも、70%は繰り返し受注品です。寸法や形状がわずかに変わるなどの
マイナーチェンジ品が25%、残り5%が新規仕様品となっています。これまでの経
験則から、繰り返し性のある受注品が多くを占めるのが普通です。ここに挙げた
数値は企業により変わります (^−^)
・前回とすべて同じ受注品でなくとも、生産計画を立案できる範囲であれば、繰り
返し受注生産品の範囲とします
・繰り返し受注品は、即納が一般的です。そこで、見込み生産品並みに在庫を保有
しています。世間でも、このような事例が多いのではないでしょうか
・マイナーチェンジ品は、通常受注品と寸法などの仕様がわずかに変わる程度のも
のを指しています。そこで、あらかじめ原材料の手配、生産設備の確保等で生産
計画への対応が可能です
・新規仕様品も、従来技術の延長線上で対応可能なものが大半です。したがって、
顧客情報の収集により販売計画への組み込みが、ある程度可能となります
・わずかですが、新規の製造設備や技術開発をともなうものがあります。この場合
は、事前に販売計画や生産計画に組み込むことは困難です。顧客側も、その旨承
知していることが多いと思います。そこで、準備期間をいただけるため計画立案
の対応可能な範囲と言えるでしょう
・繰り返し性を基にした生産計画が組めない場合でも、顧客の発注計画により生産
計画立案が可能なものもあります
実際には、上記の組み合わせを基に生産計画を立案しているとのことです。いずれ
も、利益計画、販売計画、生産計画への織り込みが可能との視点から見ています
(=^^=)
ここまで、受注生産といえども生産計画をかなりの精度で策定できることを述べま
した。生産プロダクトミックスを採りあげたのは、もともと編成効率を説明するた
めです
◆生産プロダクトミックスを編成効率に取り込む
編成効率の算出式は、次のとおりです
編成効率(%)=生産した製品の収益÷生産プロダクトミックス時の収益×100
編成効率とは、生産ラインが持つ生産能力の使用割合のことです。説明が遅くなり
ましたが、生産プロダクトミックスとは、限界利益額あるいは限界利益率を最大化
する現有インフラで生産可能な品種・数量の生産組み合わせを指しています。編成
効率は量ではなく、特定生産ライン製品売上の最大収益に対する実績、あるいは計
画収益の割合のことです (^o^)
*用語「限界利益」
限界利益=売上高−変動費
限界利益は貢献利益と呼ばれることが多いでしょう。ほかに、付加価値、あるい
は変動利益とも言います
それでは、受注生産における生産プロダクトミックスの例を採りあげることにしま
しょう。事例は単一生産ラインを採りあげました。複数生産ラインのケースは、No.
92にて紹介済みの複数生産ラインによる量産品の見込み生産と算出方法が同じです
(^0^)
◆事例「受注生産時の生産プロダクトミックス」
事例は、受注生産の単一生産ラインです。某メーカーの受注生産品を層別してみる
と、3つに分けられます。層別した中から、J、K、Mの3つをモデルとしました。
販売可能な数量は、J30個、K20個、M10個です。販売単価から変動単価を引いた
限界利益は、J4万円、K5万円、M6万円となっています。1個当たりでは、Mが一
番儲かるわけです。1個造るのに、J4時間、K10時間、M15時間それぞれかかりま
す。したがって、生産1時間当たりに得られる限界利益は、J1万円、K5千円、M4
千円です。Mは1個の限界利益は最大ですが、1時間当たり限界利益は最小となって
います。生産時間合計の制限は300時間です
ここで問題です (^^)
生産時間合計の制限300時間以内で、限界利益を最大化する販売可能な製品と数量
の生産組み合わせはどのようになるでしょうか。これが受注生産における生産プロ
ダクトミックスです
◆試算例1-1 売上単価を優先させたとき
まず、売上単価の高い製品の生産を優先させてみます。1個当たり売上単価は、K→
M→Jの順です。そこで、Kを販売可能量20個まで生産します。Kの生産時間は200
時間です。Mの販売可能量10個の生産時間は150時間ですが、制限時間を超過します
ので6個生産とします。生産時間は90時間です。残りをJの生産とします。制限時間
の範囲内で2個生産、生産時間が8時間です。生産時間合計は298時間となりました。
最後に、限界利益を算出します。結果は144万円です。この内容を、次の例で確認お
願いします。表形式の右下の100は、このケースの限界利益計を基準として、ほかの
試算例の限界利益比率を見ようとしているためです
☆ケース1 売上単価の高い順に受注生産・販売したとき
製 品 J K M 合計
売上単価(千円) 50 100 90
変動単価(千円) 10 50 30
1個の限界利益(千円) 40 50 60
1個の生産時間(時間) 4 10 15
1時間の限界利益(千円) 10 5 4
販売可能量(個) 30 20 10 60
生産量(個) 2 20 6 28
生産時間(時間) 8 200 90 298
限界利益計(千円) 80 1,000 360 1,440 100
◆試算例1-2 1個の限界利益を優先させたとき
次に、1個当たり限界利益の大きい製品の生産を優先させてみます。1個当たりの限
界利益は、M→K→Jの順です。そこで、Mを販売可能量10個まで生産します。M
の生産時間は150時間です。残りの生産制約150時間でKを生産します。Kは15個で
す。これで、生産制限時間の300時間になりました。最後に限界利益を算出します。
結果は135万円です。前記の試算例1-1「売上単価優先」時の144万円に対し、93.8と
なりました。このような生産割り付けでは、収益悪化となることが判明したことに
なります。この内容を、次の例で確認お願いします (>_<)
☆ケース2 1個の限界利益が大きい順に受注生産・販売したとき
縦軸の販売可能量までは試算例1-1と同じです
製 品 J K M 合計
売上単価(千円) 50 100 90
変動単価(千円) 10 50 30
1個の限界利益(千円) 40 50 60
1個の生産時間(時間) 4 10 15
1時間の限界利益(千円) 10 5 4
販売可能量(個) 30 20 10 60
生産量(個) 0 15 10 25
生産時間(時間) 0 150 150 300
限界利益計(千円) 0 750 600 1,350 93.8(対ケース1)
◆試算例1-3 時間当たり限界利益を優先させたとき
次は、1時間当たりの限界利益が大きい順に生産します。1時間当たり限界利益は、
J1万円、K5千円、M4千円です。そこで、Jの販売可能量30個を生産割り付けしま
す。生産時間は120時間です。残り、180時間の範囲内でKを割り付けます。18個生
産可能です。これで、生産制約時間の300時間となりました。限界利益の合計は210
万円です。前記の試算例1-1「売上単価優先」時の144万円に対して、限界利益比で
145.8となりました。試算例1-2「1個の限界利益を優先」時よりも、格段に良好な結
果です。この内容を、次の例で確認お願いします \(◎o◎)/!
☆ケース3 1時間の限界利益が大きい順に受注生産・販売したとき
縦軸の販売可能量までは試算例1-1、1-2と同じです
製 品 J K M 合計
売上単価(千円) 50 100 90
変動単価(千円) 10 50 30
1個の限界利益(千円) 40 50 60
1個の生産時間(時間) 4 10 15
1時間の限界利益(千円) 10 5 4
販売可能量(個) 30 20 10 60
生産量(個) 30 18 0 48
生産時間(時間) 120 180 0 300
限界利益計(千円) 1,200 900 0 2,100 145.8(対ケース1)
◆結論「受注時の生産プロダクトミックス」
試算内容を見ていただければ一目瞭然です。時間当たり限界利益が大きい順番で、
受注生産・販売した場合の収益が最大となります。ここでは試算のため、極めて単
純な例を用いていますが、生産設備や製品が多くても結論は変わりません。この場
合の生産プロダクトミックスは、後者1時間当たり限界利益が大きい順に受注生産・
販売したときが相当します (●^o^●)
受注生産の制約はありますが、時間当たり限界利益が大きな層別製品群に生産資源
の投入を優先すべきということです。複数の異なる設備や生産ラインがある場合で
も、同様の考えかたを適用できます。前段に既述済みですが、複数生産ラインによ
る量産品の見込み生産の内容と同じ方法で試算可能です。内容はNo.92を参照お願い
します
◆生産プロダクトミックスの視点が必要な対象
生産プロダクトミックスを算出できるようになると、別な面にも応用が可能です。
いずれも部分最適ではなく、全体最適の視点から見た収益改善に適用できます。ぜ
ひ、企業のしくみの一つして取り入れられることをお薦めするものです。概略です
が適用可能な例を、次に紹介します
◆生産設備の負荷山積み順位
設備が古く減価償却費もほとんど残っていない設備と、最新鋭の減価償却費が高額
な設備への生産割り付けの優先順位を決める判断基準を提供できます。実際には試
算しないと分かりませんが、ほとんどのケースで最新鋭の設備に優先的に負荷山積
みを実施すべきです (^^)♂♂
*用語「負荷山積み」
単に山積みともいいます。生産ラインあるいは生産プラントに対して、時間帯別
に生産品目を各工程に割り付けることです。実務上では、生産日程計画立案に相
当します
◆内外製区分の判断基準
社内で生産すべきか、それとも外注や製造委託を外部にすべきかなどに適用できま
す。紹介した生産プロダクトミックス以外に政策的な配慮も入りますので、もう少
し複雑にはなりますが… (^∧^)
◆生産配分
生産配分は、同一企業の複数工場で同一製品を生産できる場合、収益最大となる工
場別の適正生産品目割り当てを指しています。No.92で紹介済み、複数生産ラインに
よる算出方法が適用可能です
ただし、対象とする経費の範囲がもう少し広くなります。とくに、原材料単価など
の外部調達コストや物流費を範囲入れた計算が必要です。また、算出結果の表わし
たかたが今回のような形式ではなく、変動損益計算書を使用することを推奨します
(^0_0^)ナルホド
*用語「変動損益計算書」
変動損益計算書(変動PL、Profit and Loss Statement)とは、売上または製造
数量に比例する変動費と、以外の固定費に区分して事業損益を算出する計算書を
指しています。管理会計帳表の代表的なものです
◆生産拠点の海外移転
生産配分とほぼ同様の形で算出できます。考慮すべき内容には、内外製区分の判断
基準、および生産配分の考えかた取り込み、さらにマネジメントサイクルの回しか
たを統合させた取り組みが必要です
最近の日本企業は、これらの検討が不可欠な事例が増えています。必要とされる背
景には、国内需要の縮小、海外品参入による競合激化、過去右肩上がりで続いてき
たビジネスモデルの崩壊など挙げられます。この辺については、いずれご紹介予定
です (=^^=)
*用語「マネジメントサイクル」
マネジメントサイクルは、PDCAを回すことで「管理する」と同義です。マネ
ジメントサイクルの狙いは、管理水準の効率的な維持と向上にあります。実運用
では語句の順番と同じ、P→D→C→Aより、C→A→P→Dの順が分かりやす
く実用的です。内容を明記します
P(Plan) :計画、あるいは対策立案と目標設定
D(Do) :実践
C(Check):予実績評価
A(Act) :差異要因解析
マネジメントは「マネジメント業務(=管理)」を指しています。個人に漠然と
ゆだねるべきではありません。実践可能な細かさまでのブレークダウンが不可欠
です。マネジメント業務は、職階の場合には指示・伝達となって現われます。し
かし、SCMにおいてはしくみ化することがポイントです
編集後記
全体最適追求には、生産プロダクトミックス算出が誠に有効です。実際に算出する
ためには、準備もそれなり必要となります。中でも、管理会計による変動損益計算
書の事前作成が不可欠です。全体最適追求には、管理会計が欠かせません。ぜひ、
各企業で採用して欲しいと念願しています (^0^)
椿 2011年2月26日 気象庁は2月25日(金)、関東地方に「春一番」が吹いたと発表。昨2010年も同日でした。自宅植え込みの椿が、もうそろそろ花の終わりを迎えています
気象庁は2月25日(金)、関東地方に「春一番」が吹いたと発表。昨2010年も同日でした。自宅植え込みの椿が、もうそろそろ花の終わりを迎えています
ハクモクレンの芽 2011年2月26日 それに対し、隣のハクモクレンの芽が膨らんできました。もうすぐ、開花の時期を迎えます。昨年は3月13日開花しました。可憐な白さが何とも言えません。早く見たいものです
それに対し、隣のハクモクレンの芽が膨らんできました。もうすぐ、開花の時期を迎えます。昨年は3月13日開花しました。可憐な白さが何とも言えません。早く見たいものです
ただ、花粉の量が増えているのが体で分かります。くれぐれも、漢方薬の小青竜湯
を食事前に服用することを忘れないよう気を付けるつもりです (^∧^)
今回頁数は次のとおりです
387行/校了時点の合計÷53行/頁≒7.3頁
最後までお読みいただきありがとうございます m(_ _)m
それでは、次回またお会いしましょう (^.^/)))~~~bye!!